喷砂(丸)工艺:
喷砂(丸)是一种机械式表面前处理方法,利用高速砂流的冲击作用清理和粗化基体表面的过 程。采用压缩空气为动力,以形成高速喷射束将磨料(金刚砂、铁砂、不锈钢砂或各种形状与材质 的磨料)高速喷射到工件表面,使工件表面的外表面形状发生变化,由磨料对工件表面的冲击、切 削和研磨,使工件的表面获得一定的清洁度和不同的粗糙度,增大了工件表面积,使工件表面的机 械性能得到改善,同时也提高了工件的抗疲劳性,增加了工件后处理涂层之间的附着力,延长了涂 膜的耐久性,也有利于涂料的流平和装饰性效果提升。

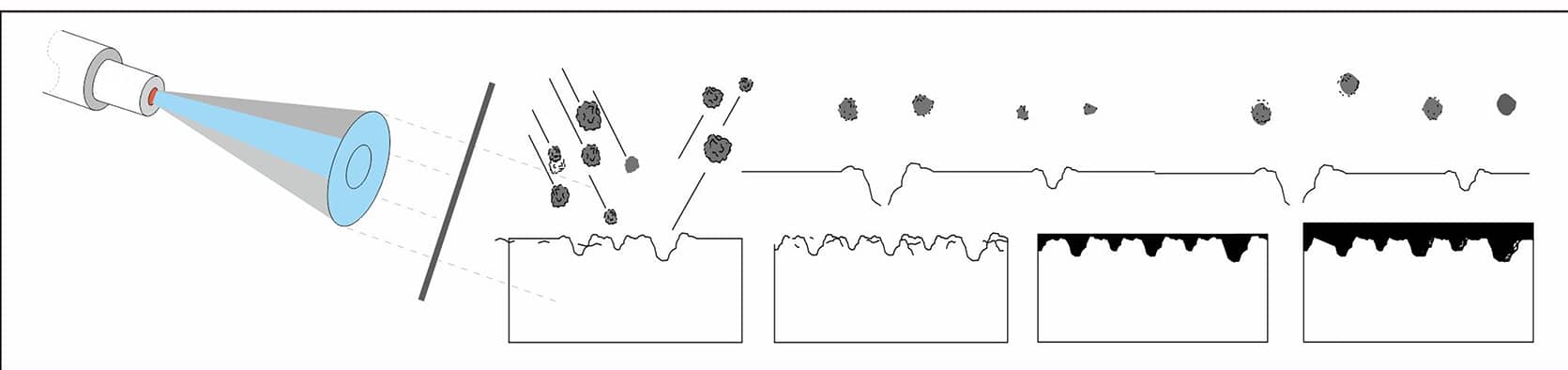
机械式表面前处理一喷砂(丸)、抛丸基础原理:
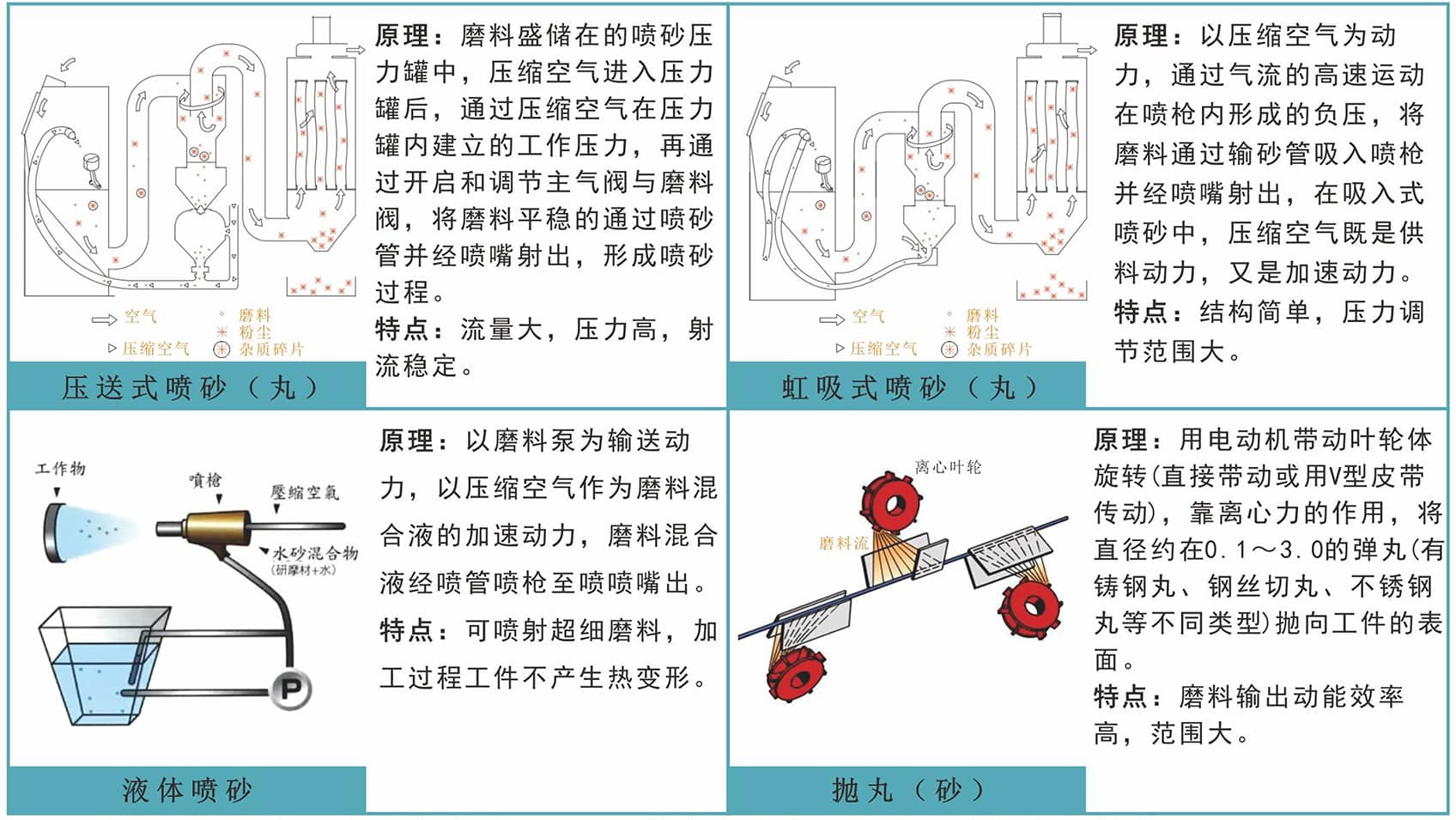
※压送式、虹吸式、液体喷砂(丸)以压缩空气为主要动力,产生磨料射流。
※抛丸以电机带动叶片产生离心动力,产生磨料束流。
喷砂(丸)、抛丸工艺目的:
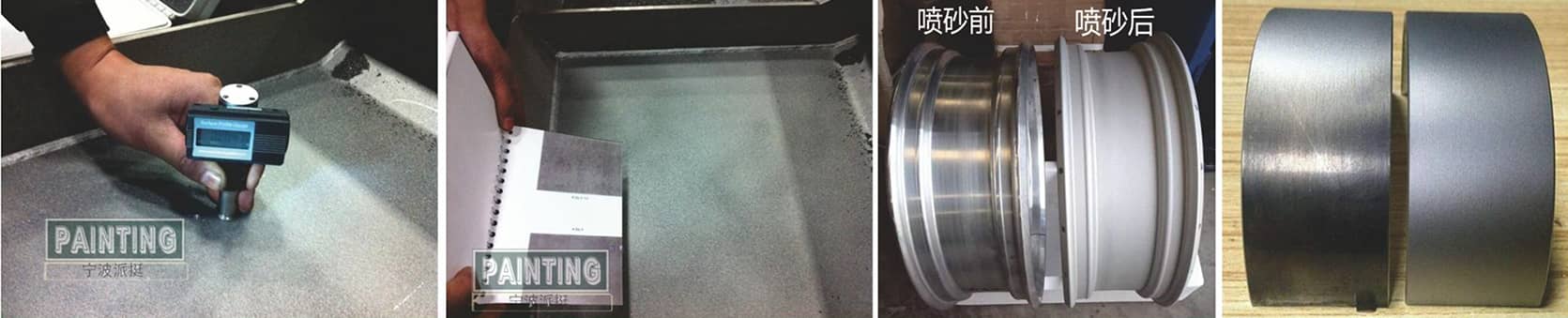
1、使工件表面产生粗糙度:工件表面会因不同的磨料粒度产生不同值的糙粗度Ra,表面积会增大 通过粗糙度仪测量获得Ra数值。
2、使工件表面形成清洁度:去除了工件表面的杂质,锈,浮油、氧化皮,毛边等。清理等级为: $2 1-3级通过1$08501-3标准对比图片获得等级值。
以上2个工艺结果粗糙度Ra清洁度Sa
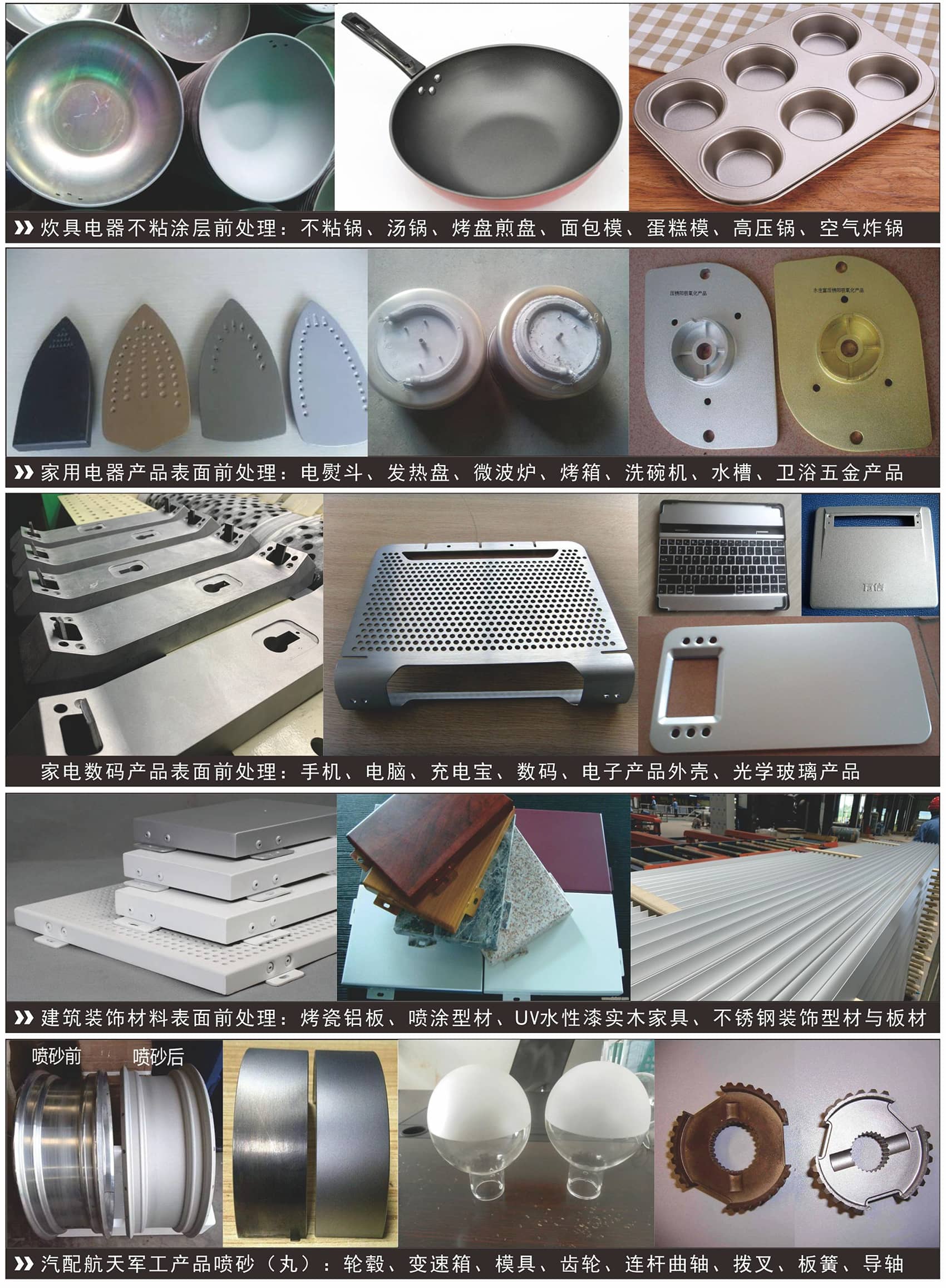
主要服务工件涂装(喷涂或电镀等),涂胶前处理附着力之工艺要求,或工件表面装饰性要求。
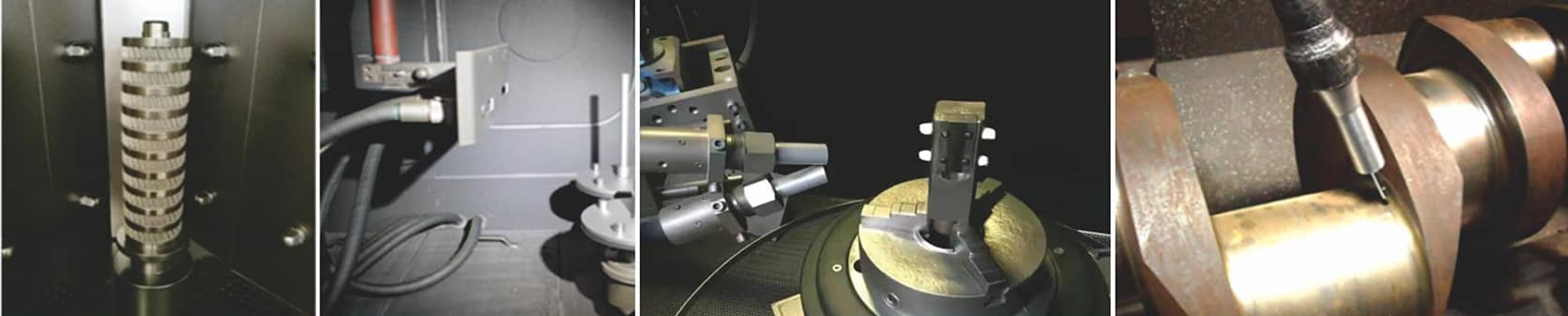
3、喷丸强化:曲轴、航空齿轮、弹簧等零件通过喷丸强化是一个特殊的冷做加工过程,是通过弹丸 流不断地冲击金属材料表层并使表层(0. 1~0. 8mm)材料发生循环塑性变形,从而形成变形强化的 过程。通过喷丸循环塑性变形,其材料的组织结构发生变化、亚晶粒极大细化,位错密度增高,晶 格畸变增大;形成很高的宏观参与应力,表面粗糙度和表面形貌也都发生变化。材料表层发生各种 变化,将明显地提高材料的抗疲劳和应力腐蚀性能,使材料表面性能得到强化。
影响喷砂工艺效果的因素:
1、磨料:分为金属磨料与非金属磨料,不同的粒度、形状、材质、硬度会产生不同的形状的粗糙度 与切削力,产生不同的粗糙度值与清洁度值;
2、空气压力与流量:压力与流量越大,喷砂效率越高,越均匀;
3、喷射角度与距离:吸入式喷射最佳距离150mm,压入式喷射最佳距离300mm;理想角度为45度;
4、喷射方式:压入式/虹吸式/。同等耗气量与喷嘴口径,压入式的效率大约是吸入式的1倍以上。
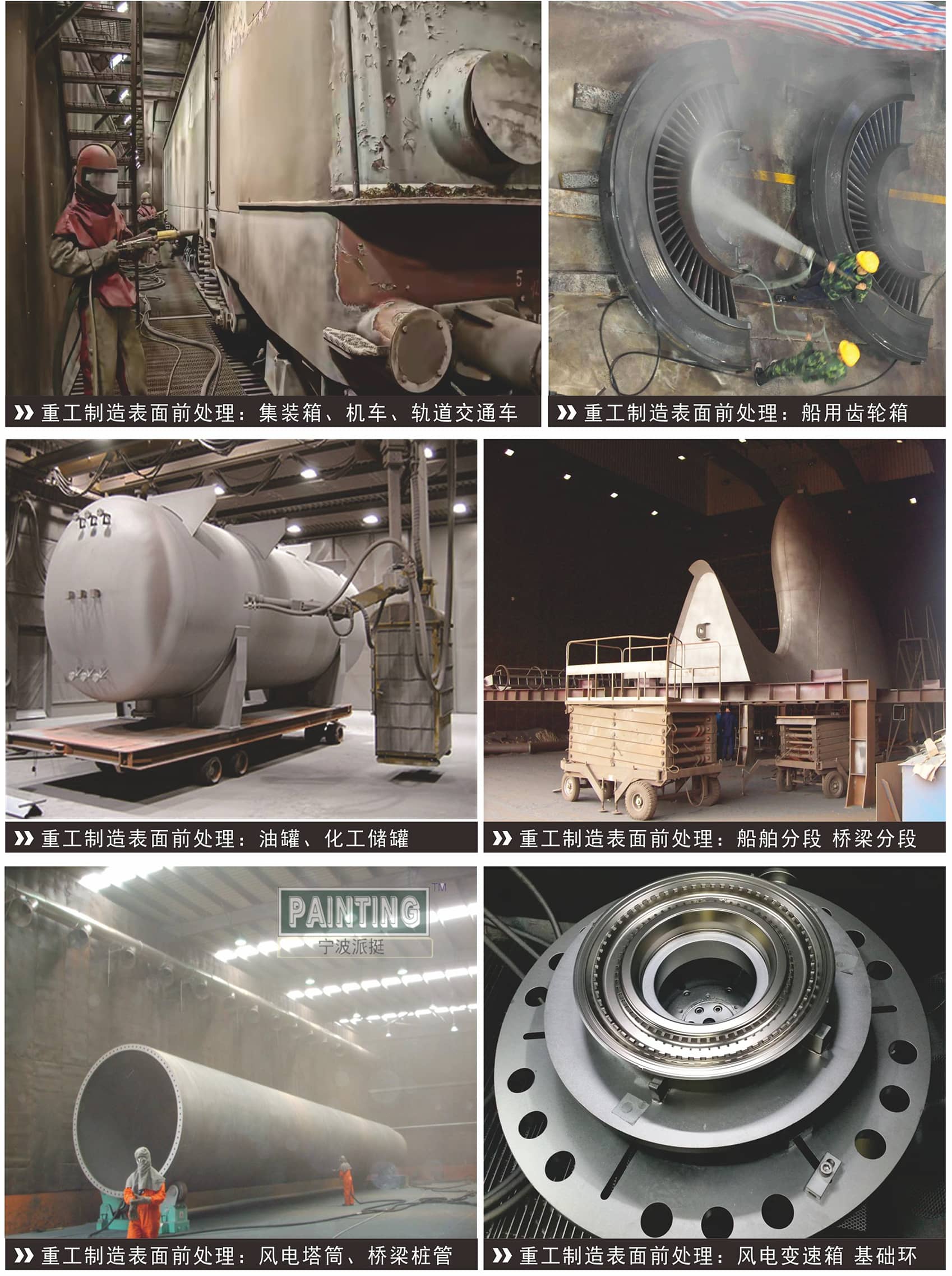
轻工产品
重工产品